
1 / 2

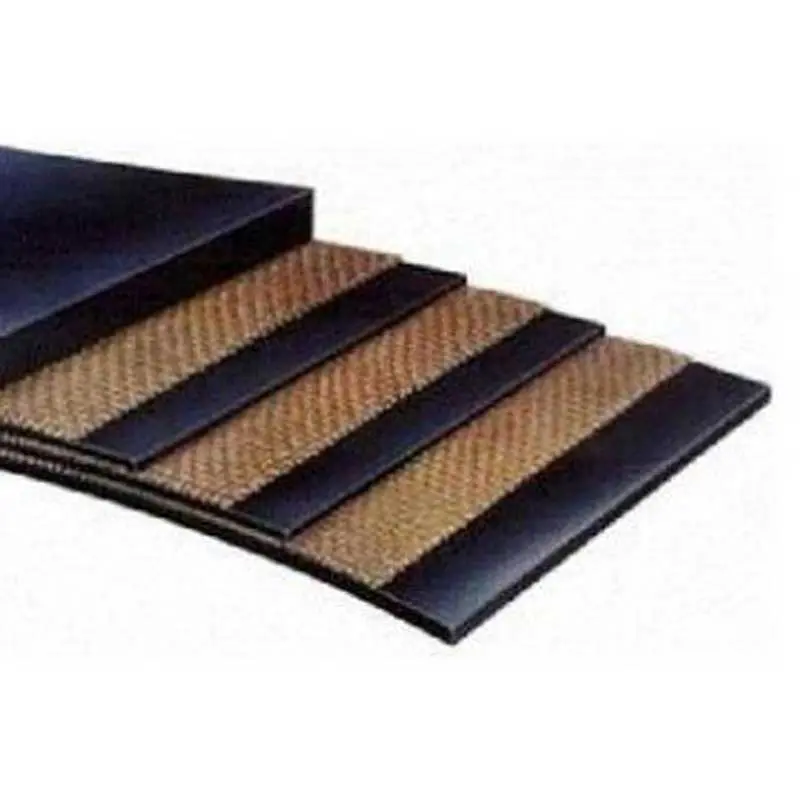
This type of conveyor belt uses fiber fabric as the core and general rubber as the covering material, with a smooth and flat surface. The core is a layered or integral fabric woven from fibers such as cotton, nylon, polyester, or vinylon.
Cotton fiber is the earliest used core material and is easy to bond with rubber. Its strength slightly increases when wet, but its breaking strength is low (mostly around 56 N/(mm · layer)), and its anti-corrosion and mildew resistance is poor. Its use is gradually decreasing.
Starting from the late 1950s, nylon fiber fabrics were used as core materials and have become the most widely used type. Nylon fiber has a strength of up to 700 N/(mm/layer), is water-resistant, corrosion-resistant, and resistant to bending fatigue; but the elastic elongation is relatively large.
Polyester fiber has similar properties to nylon fiber, but its elastic elongation during use is only half that of nylon fiber, making it a promising material for development. Vinylon fiber has a strength of 200 N/(mm · layer), a smaller elastic elongation than nylon fiber, is easy to bond with rubber, and has good heat resistance. However, its strength decreases by 10–25% when wet, and it is only used in a few countries such as China and Japan. When weaving the core, only one type of fiber can be used, or two types of fibers can be blended or interwoven.
Ordinary conveyor belts are divided into many specifications and models according to different usage environments and requirements:
Execution Standard: GB/T7984-2001
Covering Layer Requirements:
• Tensile strength: ≥ 15 MPa
• Tensile length at break: ≥ 350%
• Wear amount: ≤ 200 mm³
• Average interlayer bonding strength (longitudinal sample): ≥ 3.2 N/mm between layers
• Interlayer bonding strength between covering adhesive and layers: ≥ 2.1 N/mm
According to the purpose of use, conveyor belts can be divided into the following types:









