Home >
Hot Products >
Best Flame Retardant Rubber Conveyor Belt - High-Quality China Suppliers & Factory Products Manufacturers, Factories
1 / 2
Best Flame Retardant Rubber Conveyor Belt - High-Quality China Suppliers & Factory Products Manufacturers, Factories
The flame-retardant conveyor belt features an advanced rubber layer formula that incorporates a unique blend of inorganic and organic flame retardants, coupled with effective smoke suppressants. This innovative combination is designed to absorb heat, dilute flammable gases, and enhance fire safety through synergistic effects. As a leading manufacturer in China, our factory specializes in producing high-quality flame-retardant conveyor belts, making us one of the top suppliers in the industry. Trust us to provide reliable solutions for all your conveyor belt needs
The flame retardant performance of conveyor belts: Currently, the main formula used by conveyor belt manufacturers is flame retardants, and the selection of flame retardants mainly focuses on the following categories:
1Inhibitory Effect — Suppresses the occurrence of oxidation reactions, achieving the effect of preventing spontaneous combustion.
2Endothermic Reaction — Compound releases crystalline water or dehydrates when heated, suppressing temperature rise.
3Covering Effect — Stable covering layer or foam material is generated under high temperature; the covering surface plays the role of heat insulation and air isolation.
4Dilution Effect — Generates a large amount of non-combustible gas when heated, diluting the combustible gas to a concentration range that is non-combustible.
5Transfer Effect — Changes the mode of thermal decomposition of polymer materials and suppresses the generation of combustible gases.
6Synergistic Combination — The combination of synergistic flame retardants has little or no significant effect when used alone.
💡From the above, it can be seen that flame retardants have a certain cooling effect on high temperature resistance. Improving them to a certain extent alone has limited effect — however, using them together can greatly improve the overall flame retardant performance.
The Function of Flame Retardants
1Isolate or Dilute Combustible Gases — Effectively reduces the concentration of flammable gases present in the environment.
2Cooling Suppression — Achieves high temperature resistance of the rubber conveyor belt, keeping heat below ignition levels. The design of rubber conveyor belt formula must be adjusted according to on-site working conditions.
✅The conveyor belt has passed flame retardant testing and electrostatic testing, and has obtained a certificate of conformity, coal safety mark, and full customer recognition.
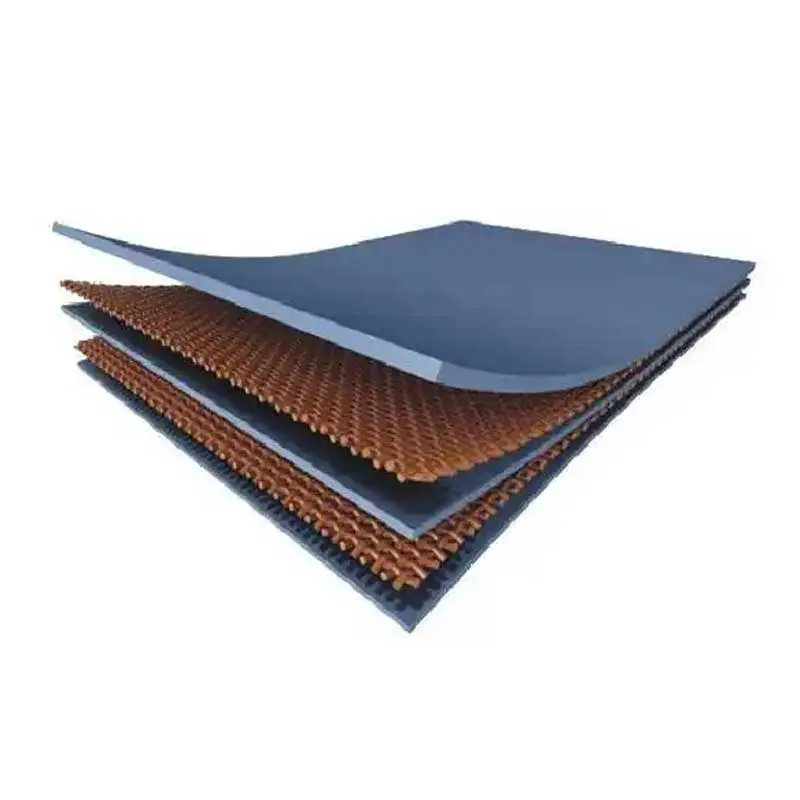
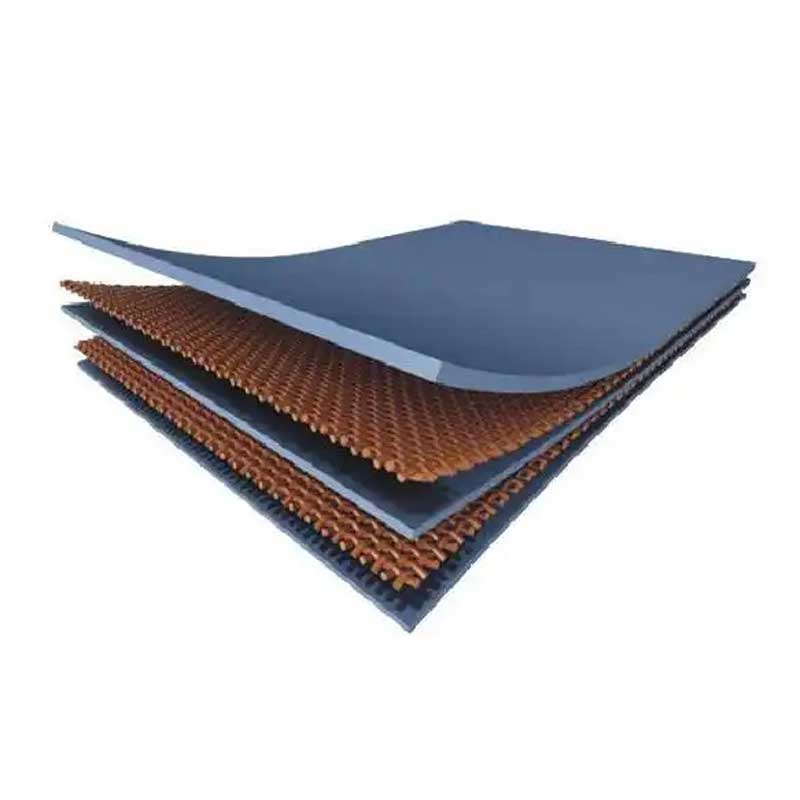
Product Features
This product uses an integral core as the skeleton material, and is made by impregnating and coating PVC material with excellent anti-static, flame retardant, and other properties, and then plasticizing it.
The maximum service life of the belt body is determined by the following key factors:
🧵
(1) Dense Core Weave
A dense core woven from warp and weft filaments and covered cotton for superior structural integrity.
🔬
(2) High-Strength Bonding
Immersing with specially formulated PVC material achieves extremely high bonding strength between the core and the cover adhesive.
🛡️
(3) Specially Formulated Cover
Specially formulated cover adhesive makes the belt resistant to impact, tearing, and wear.
⚙️
Mechanical Properties
Excellent mechanical properties provide users with the longest service life and economical installation and use.
🏭 Mechanical Performance Summary
Flame retardant conveyor belts deliver outstanding mechanical properties, offering users the longest possible service life combined with economical and efficient installation and operation across demanding industrial environments.
Frequently Asked Questions
Q1
What is a flame retardant conveyor belt and how does it work?
A flame retardant conveyor belt is a type of industrial belt manufactured with special flame retardant compounds integrated into its rubber or PVC formulation. These compounds work through multiple mechanisms — including inhibiting oxidation, absorbing heat, covering surfaces to block oxygen, and diluting combustible gases — to prevent ignition and suppress the spread of fire in hazardous environments such as mines and tunnels.
Q2
What types of flame retardants are used in conveyor belt manufacturing?
Conveyor belt manufacturers commonly use a combination of flame retardants categorized by their mechanism of action: inhibitory (suppressing oxidation), endothermic (releasing water to cool), covering (forming a protective barrier), dilution (generating inert gas), transfer (altering decomposition pathways), and synergistic agents (which enhance each other's performance when combined). Using these in combination significantly improves flame retardant effectiveness.
Q3
What certifications do flame retardant conveyor belts hold?
Flame retardant conveyor belts are subject to rigorous testing and certification processes. They are required to pass standardized flame retardant testing and electrostatic testing. Upon successful completion, they receive a certificate of conformity and coal safety marks, making them approved for use in coal mines and other safety-critical industrial settings.
Q4
What materials are used in the construction of flame retardant conveyor belts?
These belts are built around an integral core skeleton formed by a dense weave of warp and weft filaments covered with cotton. The core is then impregnated with a specially formulated PVC material that provides excellent anti-static and flame retardant properties. A specialized cover adhesive is applied on top to protect against impact, tearing, and wear, ensuring long-term mechanical durability.
Q5
In what industries are flame retardant conveyor belts typically used?
Flame retardant conveyor belts are widely used in industries where fire risk is elevated, including underground coal mining, tunneling, power generation plants, chemical processing facilities, and other environments where combustible dust, gases, or materials are present. Their ability to resist ignition and limit fire spread makes them essential safety equipment in these sectors.
Q6
How does the PVC integral core design extend the service life of the conveyor belt?
The integral core design maximizes belt lifespan by combining a tightly woven core structure with high-adhesion PVC impregnation, which creates an exceptionally strong bond between the inner core and the outer cover. This construction distributes mechanical stress evenly, resists delamination, and provides superior resistance to impact, tearing, and everyday abrasion — resulting in reduced downtime and lower total cost of ownership for the operator.