Home >
Hot Products >
Best Flame Retardant Rubber Conveyor Belt from China Suppliers - Quality Factory Production for Safety and Performance Manufacturers, Supplier
1 / 2
Best Flame Retardant Rubber Conveyor Belt from China Suppliers - Quality Factory Production for Safety and Performance Manufacturers, Supplier
The flame-retardant conveyor belt features an advanced rubber layer formula that incorporates a unique blend of inorganic and organic flame retardants. This innovative composition is enhanced with smoke suppressants, effectively absorbing heat and diluting flammable gases to provide a comprehensive solution for safety. As a leading manufacturer in China, our factory specializes in producing high-quality flame-retardant conveyor belts, ensuring that our clients benefit from the expertise of reliable suppliers in the industry. Trust our products for optimal performance and safety in challenging environments
The flame retardant performance of conveyor belts: Currently, the main formula used by conveyor belt manufacturers is flame retardants, and the selection of flame retardants mainly focuses on the following categories:
1Inhibitory Effect: Suppresses the occurrence of oxidation reactions, achieving the effect of preventing spontaneous combustion.
2Endothermic Reaction: Compound releases crystalline water or dehydrates when heated, suppressing temperature rise.
3Covering Effect: Stable covering layer or foam material is generated under high temperature, and the covering surface plays the role of heat insulation and air isolation.
4Dilution Effect: Generates a large amount of non-combustible gas when heated, and dilutes the combustible gas to a concentration range that is non-combustible.
5Transfer Effect: Changes the mode of thermal decomposition of polymer materials and suppresses the generation of combustible gases.
6Synergistic Combination: The combination of synergistic flame retardants has little or no significant effect when used alone.
💡From the above, it can be seen that flame retardants have a certain cooling effect on high temperature resistance, and improving them to a certain extent has no effect. However, using them together can greatly improve the flame retardant effect.
The Function of Flame Retardants
🛡️Isolate or Dilute Combustible Gases Flame retardants effectively separate or reduce combustible gas concentrations to prevent ignition.
❄️Cooling Suppression Achieves high temperature resistance of the rubber conveyor belt to the ignition level. The design of rubber conveyor belt formula must be adjusted according to the on-site working conditions. The conveyor belt has passed flame retardant testing and electrostatic testing, and has obtained a certificate of conformity, coal safety mark, and customer recognition.
Product Features
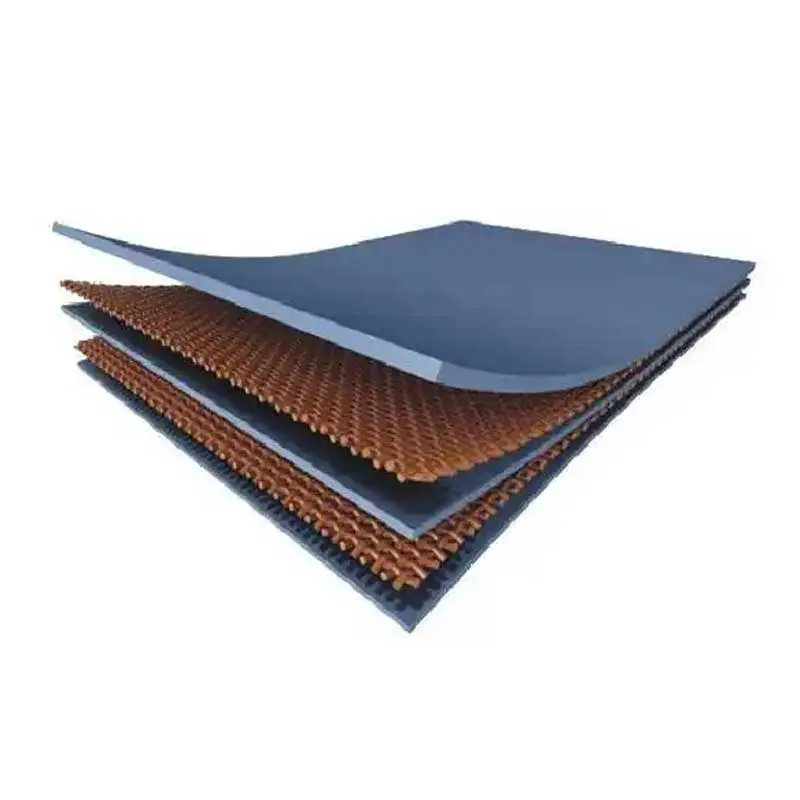
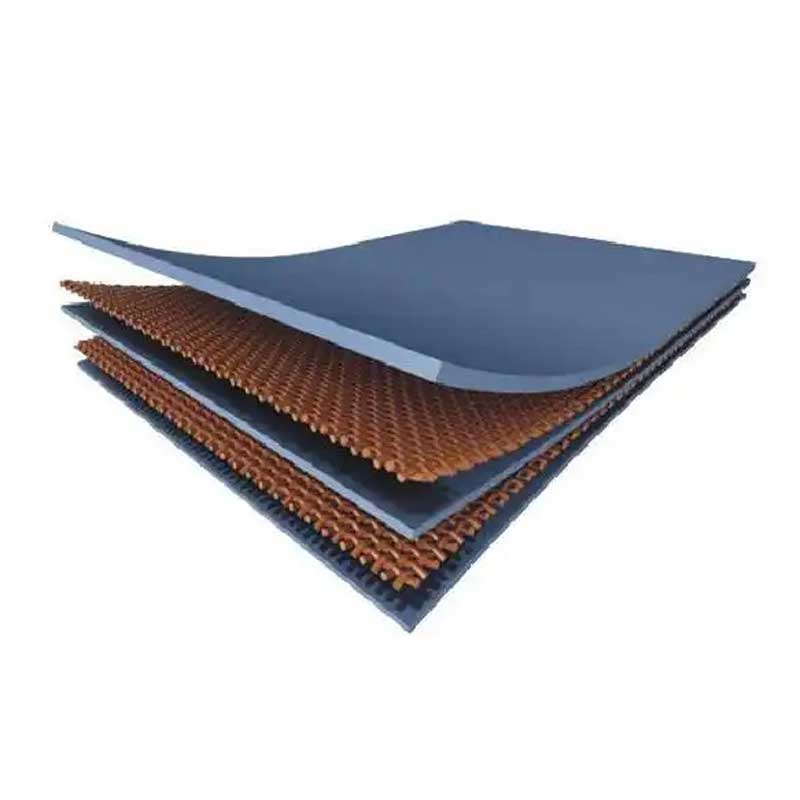
This product uses integral core as the skeleton material, and is made by impregnating and coating PVC material with excellent anti-static, flame retardant and other properties, and then plasticizing it.
The maximum service life of the belt body is determined by the following factors:
① Dense Core Construction
A dense core woven from warp and weft filaments and covered cotton, providing exceptional structural integrity.
② Superior Bonding Strength
Immersing with specially formulated PVC material achieves extremely high bonding strength between the core and the cover adhesive.
③ Specially Formulated Cover Adhesive
Specially formulated cover adhesive makes the belt resistant to impact, tear, and wear, ensuring long-lasting durability.
④ Mechanical Performance
Flame retardant conveyor belts have excellent mechanical properties and can provide users with the longest service life and economical installation and use.
💪 Mechanical Properties: Flame retardant conveyor belts have excellent mechanical properties and can provide users with the longest service life and economical installation and use.
Frequently Asked Questions
Q
What makes a flame retardant conveyor belt different from a standard conveyor belt?
A flame retardant conveyor belt is specially formulated with flame retardant compounds and PVC-impregnated integral core materials. Unlike standard conveyor belts, it is engineered to resist ignition, suppress combustion, and pass rigorous flame retardant and anti-static testing — making it essential for use in coal mines, tunnels, and other high-risk environments.
Q
How do flame retardants work in conveyor belts?
Flame retardants work through multiple mechanisms: they inhibit oxidation reactions, release endothermic energy to cool temperatures, form protective covering layers, dilute combustible gases with non-combustible gases, and alter the thermal decomposition of polymer materials. When combined synergistically, these effects are significantly enhanced.
Q
What certifications does the flame retardant conveyor belt hold?
The flame retardant conveyor belt has passed flame retardant testing and electrostatic testing, and has obtained a certificate of conformity and a coal safety mark. These certifications ensure the product meets strict industry standards for safe use in underground and hazardous working environments.
Q
What factors determine the service life of a flame retardant conveyor belt?
The service life of a flame retardant conveyor belt depends on three key factors: the quality of the dense warp-and-weft woven core with covered cotton, the bonding strength achieved through specially formulated PVC impregnation, and the quality of the cover adhesive that provides resistance to impact, tearing, and wear.
Q
Can flame retardant conveyor belts be customized for different working conditions?
Yes. The rubber conveyor belt formula is designed to be adjusted according to on-site working conditions. Manufacturers evaluate specific environmental factors such as temperature ranges, load requirements, and exposure to combustible materials to tailor the belt's flame retardant and mechanical properties accordingly.
Q
Why is synergistic use of flame retardants recommended over single-compound use?
Individual flame retardant compounds often have limited effectiveness when used alone. By combining multiple flame retardant types — such as inhibitory, endothermic, covering, and dilution agents — the synergistic effect significantly enhances overall flame retardancy. This combined approach ensures superior protection compared to any single compound applied independently.