Engineered for extreme wear, impact resistance, and uninterrupted workflow longevity.






Unpacking the structural mechanics and carcass configurations that drive heavy industry.
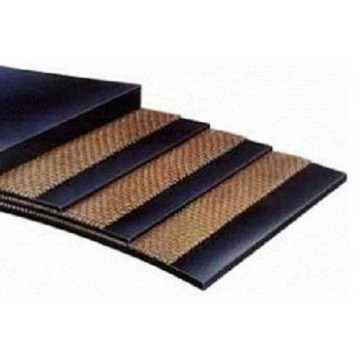
The "4-ply" designation signifies four layers of high-performance woven fabric synthetic inserts. These fabric layers (mostly EP or NN fabrics) are laminated sequentially under strict tension control. This design ensures optimal load-bearing capabilities and prevents belt elongation even under severe mechanical stress, providing an exceptional strength-to-weight ratio that optimizes electricity consumption in dynamic motor systems.
EP fabric contains polyester warp threads and nylon weft threads. This combination delivers extremely low elongation under load, high resistance to dimensional deformation, and exceptional tracking stability. NN fabric, composed of nylon in both directions, provides superior impact absorption, high fatigue threshold, and excellent flexibility, making it perfect for short center-to-center conveyor lines with deep troughing transitions.
The top and bottom covers protect the internal fabric carcass from environmental degradation and wear. Formulated with premium NR/SBR/NBR compounds, cover grades are adjusted for DIN 22102 abrasion ratings (Grade X, Y, W) or international equivalents (ISO 10247 Class H, D, L). This specialized chemical compounding ensures long-term operational resilience against heat, oil, ozone, acids, alkalis, and flame propagation.
In heavy bulk material handling operations, selecting the proper construction for your conveyor belt carcass and covers is critical. A standard 4-ply rubber conveyor belt acts as the structural lifeline of the material flow system. The four layers of high-tensile fabric are engineered to absorb heavy impacts at transfer points, while distributing load tension uniformly across the belt's width. This design minimizes the risk of structural failure and ensures consistent operations in harsh industrial settings.
By adjusting the synthetic fiber blend and the chemical composition of the cover rubber, manufacturers can customize the belt to meet specific operating conditions. Whether it's the high-temperature environment of a cement plant clinker line or the chemical exposure of a fertilizer packaging facility, the 4-ply rubber belt offers a versatile and reliable solution. Choosing the right configuration ensures optimal performance, minimizes downtime, and reduces overall maintenance costs.
How localized raw material ecosystems and automated vulcanization processes lower total cost of ownership (TCO).
Chinese conveyor belt manufacturers, particularly those situated in historic industrial clusters like the Boye County Rubber Industrial Park in Baoding, Hebei, offer distinct advantages to the global material handling market. These clusters bring together raw material suppliers, research institutes, and machinery builders, creating a highly efficient ecosystem that accelerates innovation and reduces production lead times.
Modern Chinese factories utilize large-scale calender units, continuous vulcanization presses (rotocures), and multi-deck presses. These systems maintain precise pressure and temperature control across the entire belt surface, ensuring consistent vulcanization, high ply adhesion, and uniform thickness across runs of thousands of meters.
By sourcing raw materials like high-tensile polyester, nylon fabrics, and synthetic rubbers locally, Chinese manufacturers maintain stable production costs and minimize supply chain risks. This enables them to provide high-quality, competitively priced conveyor solutions to international clients.
Additionally, rigorous internal testing protocols, matching international standards such as DIN, ISO, AS, and ASTM, ensure that these belts deliver reliable performance in demanding environments. This combination of advanced technology, cost efficiency, and strict quality control makes Chinese manufacturers a preferred choice for companies worldwide seeking durable conveyor solutions.




Hebei Boao Rubber Technology Co., Ltd. — Powered by the "Jinao" Brand
Hebei Boao Rubber Technology Co., Ltd. is strategically located in the Rubber Industrial Park of Boye County, Baoding, Hebei Province. Founded in 2004, the company covers an area of over 30 acres. Our registered product brand "Jinao" is recognized for quality in the material handling industry. We are a professional Chinese manufacturer integrating product development, research, design, manufacturing, and comprehensive business services for conveyor belts and conveyor machinery accessories. We have achieved international quality management system certification, reflecting our commitment to global standards.
Our facility features multiple advanced production lines for rubber rolling, forming, vulcanization, and comprehensive testing, spanning from raw material analysis to finished product validation. This end-to-end control ensures that every roll of conveyor belt leaving our facility meets our high standards for performance and reliability.
Our dedicated chemical analysis and physical testing laboratories monitor every stage of production, from raw material inspection to final product dispatch. We enforce strict quality control standards to ensure that only compliant, high-performing materials are used in our manufacturing processes.
Our QA team uses advanced testing equipment to measure critical parameters, including tensile strength, elongation at break, interlayer adhesion, and abrasion loss. This testing ensures our products deliver reliable, long-term performance in demanding industrial applications.
Backed by strong technical capabilities and responsive customer support, our products are used throughout China and exported to key international markets. Jinao belts support essential operations in steelmaking, power generation, mining, cement production, agriculture, and port logistics.





Tailored conveyor belt systems designed for heavy industry applications.
For gold, coal, copper, and iron ore extraction, our 4-ply rubber conveyor belts are engineered to withstand severe impacts and sharp, abrasive materials. These belts feature high-strength cover compounds that resist punctures, cuts, and gouges, ensuring reliable bulk material transport in underground and open-pit mines.
Transporting materials like limestone, gypsum, and high-temperature cement clinker requires specialized heat-resistant formulations. Our heat-resistant belts are designed to maintain structural integrity and flexibility at continuous temperatures up to 200°C (with peaks up to 400°C), helping to prevent premature cracking and cover hardening.
Exposure to acids, alkalis, oils, and other chemicals can rapidly degrade standard rubber. We manufacture specialized acid and alkali-resistant conveyor belts using synthetic elastomers that resist chemical swelling, softening, and structural breakdown, helping to extend belt service life in challenging chemical environments.
Our commitment to our clients extends beyond manufacturing. We provide technical service plans designed to optimize conveyor system efficiency and extend belt service life:
Browse our selection of Jinao brand industrial conveyor belts and supporting accessories.




Our product range also includes patterned conveyor belts (herringbone and cleated profiles), high-inclination corrugated sidewall belts, rubber waterstops, steel wire rope core belts, and supporting accessories such as impact rollers, return rollers, idler sets, and mounting brackets.
Verified performance and quality control processes for global procurement.





When sourcing 4-ply rubber conveyor belts, international procurement teams should verify key parameters to ensure reliable service life and performance:
Jinao conveyor belts are trusted by major industrial groups and infrastructure projects.




Our products also support material handling systems for other key industry partners, including Jidong Cement Group, Jinmei Group Coal Conveying Line, Taihang Steel, and Puyang Steel Group.
The future of heavy-duty bulk material transport technology.
As operations focus on reducing energy consumption, demand for LRR bottom cover rubber is growing. These compounds are formulated to minimize energy loss as the belt passes over idlers. On long-distance overland conveyors, LRR technology can help reduce overall power requirements by up to 15%, lowering energy costs and operating emissions.
Modern conveyor systems increasingly integrate real-time monitoring solutions. By embedding wear-detecting RFID tags, rip-detection sensors, and thermal monitoring devices directly into the rubber layers, operators can identify potential faults before they lead to unexpected downtime, supporting predictive maintenance strategies.
Regulatory frameworks such as EU REACH and RoHS are driving the development of environmentally conscious rubber compounds. Manufacturers are replacing traditional processing oils with heavy metal-free alternatives and non-toxic curing agents, ensuring compliance without compromising the mechanical performance of the belts.
Technical answers to key inquiries regarding 4-ply rubber conveyor belts.
Explore our supporting equipment, including idlers, impact rollers, and specialized belts.



